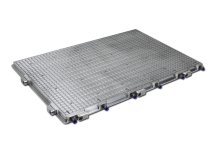












Werkzeugkauf ist Vertrauenssache! Daher werden unsere Produkte nur aus ausgewählten Werkstoffen und höchst präzise gefertigt. Bei uns finden Sie Vakuumtische, Vakuumspannsysteme, Vakuumpads, Vakuumpumpen, T-Nutenplatten, Aufspannlösungen, beheizte Vakuumtische, Ersatzteile und Zubehör für Ihre Maschine.
Egal ob für Industrieunternehmen, CNC Maschinen Hersteller, Heimwerker oder Modellbau. Unsere Produkte eigenen sich zur Metallbearbeitung, Holzbearbeitung, Kunststoffbearbeitung, Papierbearbeitung, Folienbearbeitung und vieles mehr.
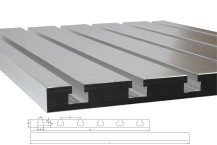
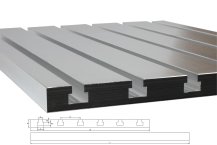
Wurden Sie in unserem Sortiment nicht fündig? Dann können wir Ihnen vielleicht mit einer Sonderlösung weiterhelfen. Wir fertigen Vakuumtische und T-Nutenplatten speziell auf Ihre bedürfnisse angepasst. Ob Sie nun einfach ein besonderes Maß, oder aber eine komplette Spezialanfertigung benötigen.Bei uns bekommen Sie Sonderlösungen bis zu einer Größe von 3000 x 1500 mm aus einem Stück. Größen darüber hinaus fertigen wir Modular.Bestimmen Sie Größe der Spannfläche, Lochraster / Raster, Saugbohrungen, Befestigungspunkte, Dicke der Platte, Beheizt, Gekühlt usw. Gerne können Sie uns auch Ihre Zeichnung zukommen lassen nach der wir fertigen.